Il existe chez les fournisseurs pour la réalisation de stylos, de nombreuses déclinaisons de carrelets bois que ce soit en bois brut ou en bois stabilisés ,ces derniers bien plus intéressant dans le cas de la réalisation d’insert bois pour nos porte moulinet du fait qu’il soient imprégnés à cœur de résine et ayant l’autre avantage de pouvoir recevoir des teintes différentes sur un même carrelet du plus bel effet , les rendant de ce fait insensible à l’eau . Vous trouverez chez ces même fournisseur des carrelet entièrement en résine et bien d’autre produit avec injection de résine à découvrir .



En règle générale les carrelet bois sont de dimensions se situant entre 22×22 et 25×25 suivant les essences de bois pour une long de 135 m/m donc largement suffisant pour réaliser un insert avec des cotes avoisinant pour la long 90/95m/m et de 16 à 17 pour son diam .
Attention ces carrelets ne sont pas des carrelets avec 4 faces rabotées et donc les cotés ne pas forcément être de la même dimension ni être parfaitement parallèle .
Ici pour la démo ( je n’ai plus de carrelets non tournés ) j’ai utilisé un carrelet que j’ai débité dans un bout de noyer brut donc non stabilisé ,mais ce noyer je l’ai depuis plus de 40 ans et il en avait surement encore pas mal devant lui, avant que j’en face l’acquisition ,tout ça pour dire qu’il ne fendra pas dans le temps mais qu’il faudra le vernir une fois fini .
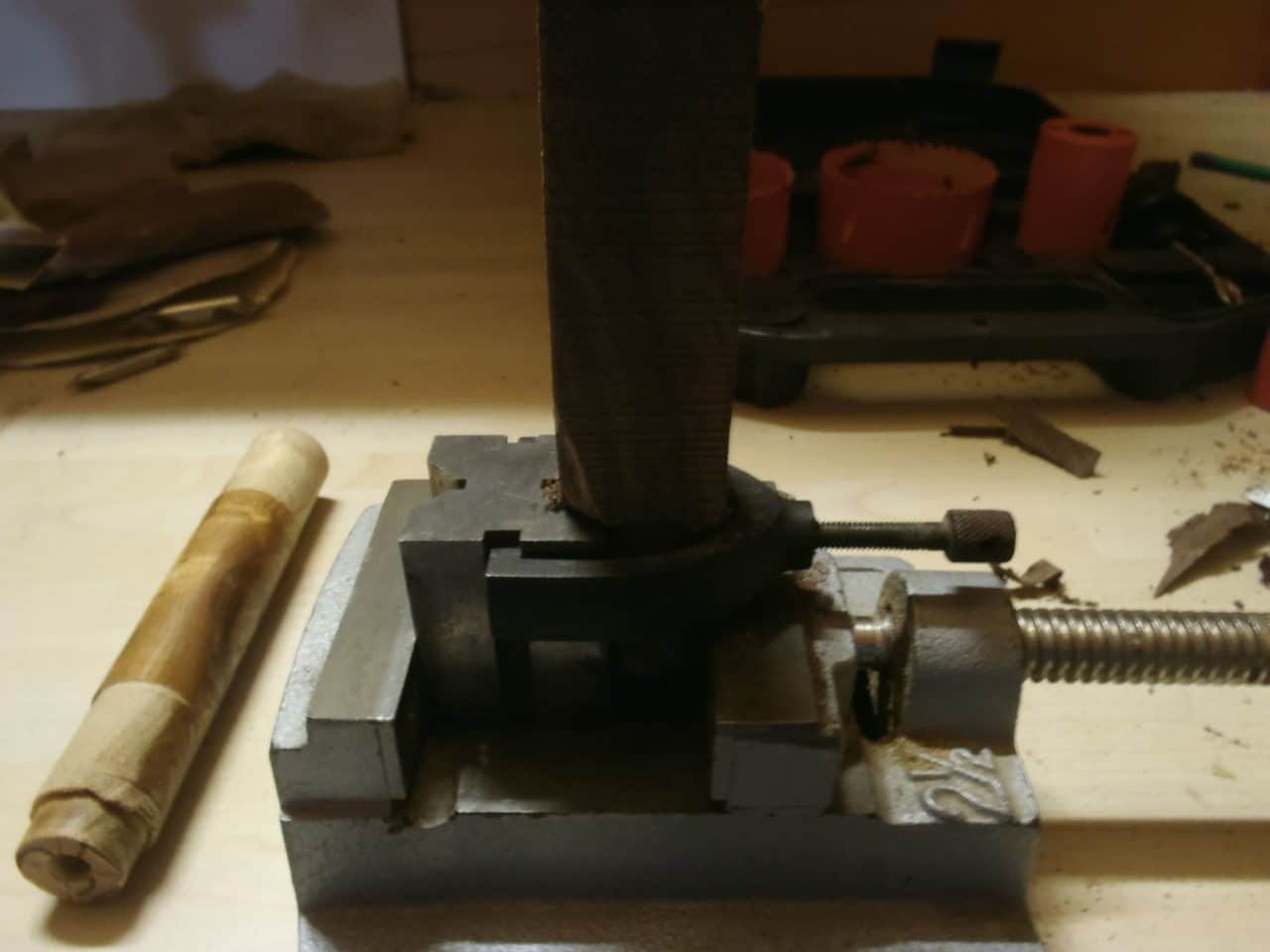
Placer la pièce dans l’étau de la perceuse à colonne le plus d’équerre possible .

Traçage du centre centre de la pièce .

Faire un trou de centrage sur la première face .
 –
–
Utiliser une scie cloche au plus près de la section de votre pièce .

Placer la pièce dans l’étau de la perceuse à colonne le plus d’équerre possible

Apres avoir passé la première scie cloche ,utiliser la plus petite scie cloche dans ce cas, un diam 22m/m qui donne un diam 19 m/m interne ,dans l’idéal il faudrait trouver un diam 20 pour obtenir un diam de 17 m/m se rapprochant donc, au plus près de notre diam final de 16,3 ,le but étant d’avoir le moins de matière possible à enlever par la suite sachant que nous n’avons pas un véritable tour à bois .

Il faudra reproduire toutes les phases de l’autre coté ,mais nous allons avoir un petit problème de maintien sur la partie cylindrique déjà réalisée .
J’ai de la chance d’avoir un vé de mécanique qui me facilite grandement la tache ,on peut tout de même réaliser un vé dans un bois dur ,il faut éviter impérativement la rotation pour arriver jusqu’au bout de la scie cloche, le bois en contact avec le cylindre inter de la scie chauffe beaucoup et adhère fortement .



Perçage de part en part avec foret diam 8 série longue .

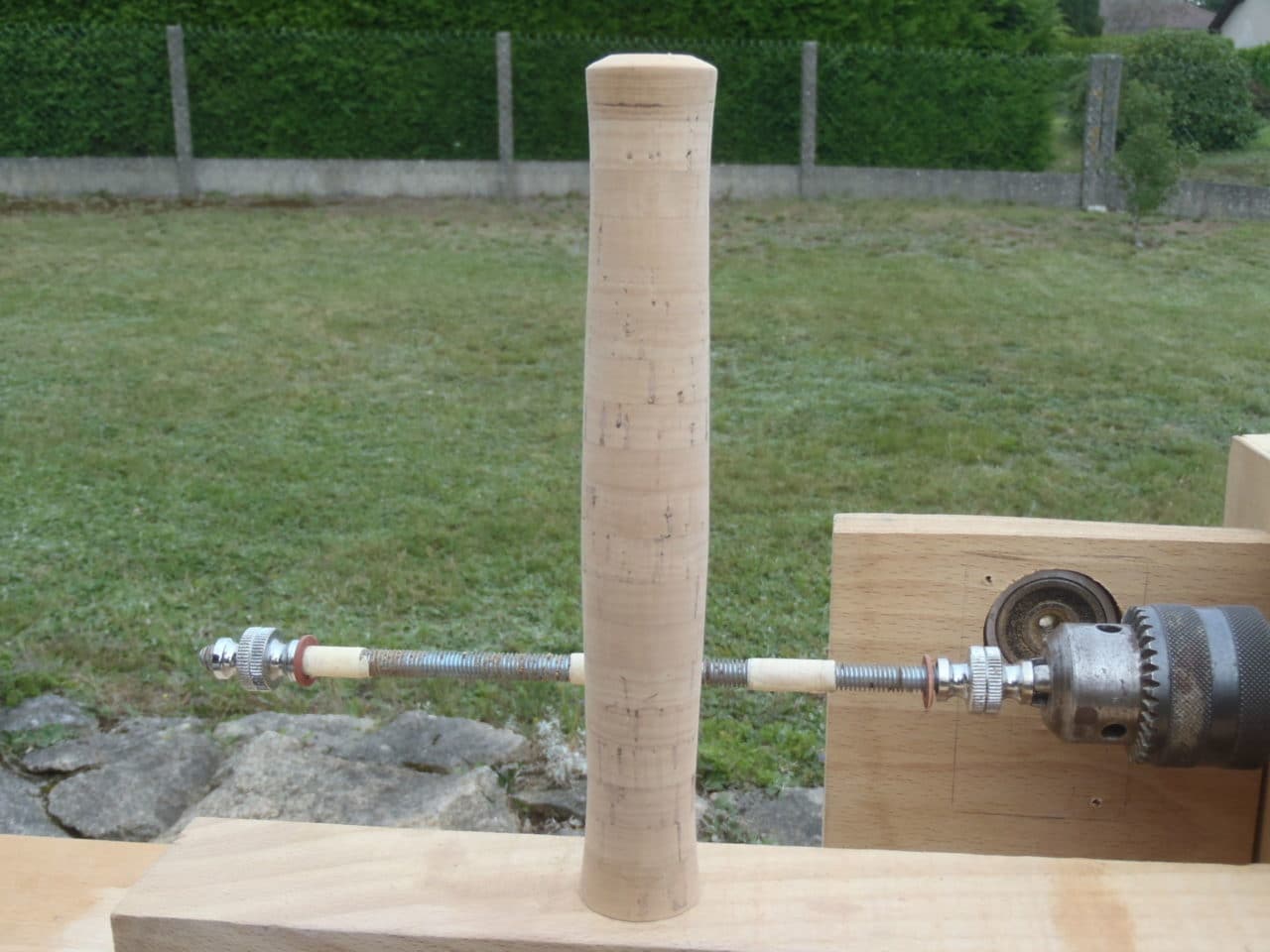
Pour le tournage à proprement dis, il faut dégrossir au maximum la partie restante en effectuant des facettes au plus près du cylindre réalisé ,rappelons ici que ce n’est pas un vrais tour à bois, donc, forcément limité dans la prise de matière .
Comme pour une poignée liège il faudra faire un ajustement serré entre la tige filetée et le diamètre de perçage de l’insert ,un tour de scotch de masquage suffi .
Nous allons donc attaquer le dégrossissage en prenant de toute petite passe 5/10 ème maxi jusqu’à rejoindre le diamètre de chaque coté ,
A ce moment là, nous avons réalisé un cylindre parfait au diam 19 ,il reste donc 2,6 m/m, à retirer avant d’atteindre le diam principal de 16,4.
Nota : pour finir le raccord des deux diam, j’ai utiliser un planchette en CP avec une bande de papier abrasif de grain 120 et de ramener le tout au diam inférieur ,on peut tout a fait n’utiliser que ce système si on est pas à l’aise avec les ciseaux à bois .




Mesure du diamètre intérieur de la bague coté poignée ,qui sera le plus gros diamètre de l’insert ,une fois ce diamètre obtenu, nous allons réaliser l’étape suivante .


Détermination de la partie filetée, que ce soit en long ou diam (long moins 2m/m pour l’introduction du bouchon de finition ) .


Utilisation d’une lame de scie à métaux pour faire les saignées ,les refaire, au fur et à mesure de l’obtention du diamètre ( moins 1/10 pour la colle) .



Nous arrivons maintenant en phase final :
Création de trois saigné pour améliorer le collage de la partie filetage de votre porte moulinet.
Etant donné que nous sommes en présence d’un bois brut ,il vas falloir le vernir ,le noyer a des pores ouvert, il vas falloir les boucher pour éviter toutes absorptions d’eau, c’est ce qu’on appel le bouche pore vernissage ,séchage, égrenage sans revenir au bois on effectuera cette opération jusqu’à obstruction de tous les pores ,après le dernier égrenage le vernis de finition pourra être appliqué en une ou deux couches .
Nota : pour les inserts réalisés en bois stabilisé on peut les laisser tel quel ,avec un polissage final au 1000 l’échauffement de la résine lui confère une belle finition ,mais on peut si on le désir les vernir ,dans le temps et les éventuelles mise à l’eau, le bois stabilisé fini pas perdre de son éclat ,pour ma part, je les passe à l’huile de lin avec siccatif, de temps en temps .




Voila, votre insert est parfaitement vernis (ce qui n’est pas le cas ici ,pour des raisons pratiques du reportage, il me reste des étapes de bouche pores et de finition .)
Vous allez pouvoir le mettre à longueur ( – 2/3 m/m sur la partie devant recevoir la partie filetée et le bouchon de finition ) et entre 90/95 m/m sur la long total, suivant la longueur de votre pied de mouliné ,mais attention au porte moulinet trop long, ou une fois le moulinet en position, laisse une partie assez longue sur l’arrière, ou, bien souvent, la soie vient se prendre dans cette partie, lors des lancés .
Utilisation de la lame de scie à métaux pour recoupe à long .


Votre insert bois a pris forme, il ne vous reste plus qu’à adapter le diam à la conicité de votre blank, avec un rimer, ou, plus simplement reprendre le diam 8 ,au diam le plus fort de votre blank et de compenser avec du scotch de masquage pour reprendre la conicité .
Voila c’est fini ,en espérant vous avoir aidé à passer le pas .

Quelques réalisations :








Astuce d’usinage du but pour porte mouliné inversé
Utilisassions d’une scie cloche adapté au diam extérieur de votre bague en faisant attention à régler la profondeur de sortie du foret .
Usiner à la profondeur correspondante à la bague de maintien + 0,5/1 m/m .
Avant de retirer la partie centrale ,j’ai introduit une tige alu du diam du forêt de la scie cloche pour mise en forme sur le tour maison (pas de photo de cette opération )j’ai oublié cette phase .
Pour plus de solidité couper un bout de tourillon hêtre d’environ 40m/m au diam intérieur de votre blank ,si le diam ne correspond pas, prendre un diam de tourillon supérieur et l’ajuster au diam et conicité de l’intérieur du blank sur sa moitié .
Repercer votre but au diam de votre tourillon bois .
Retirer la partie centrale avec un dreamel ou tout autre moyen.
Il reste plu qu’à coller la douille et le tourillon avec de la colle époxy sur le but et de venir le positionner avec votre porte moulinet sur le blank .





Voila , j’espère que ça vous a plu , un grand merci a Marc pour ces explications et ses photos .
Christian .


 .")